Fließformer und Gewindeformer von Drabus
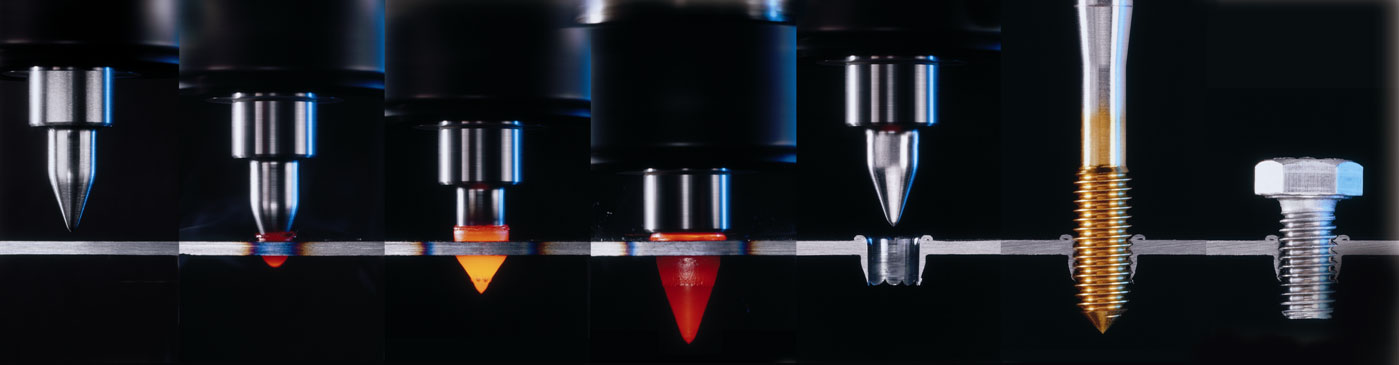
Fließformen ist die spanlose Methode zur Erzeugung von Durchzügen. Das Material wird nicht einfach entfernt, sondern mittels Kraft und Reibungshitze verdrängt, wulstförmig aufgeworfen und zu einer Art Buchse ausgeformt. Die so erzeugten stabilen Buchsen entstehen durch Materialverdrängung und nicht durch Abtragung bzw. Aussparung. Das positive Resultat dieser homogenen Verformung ist neben der zusätzlichen Materialfestigung eine erhebliche Zeit- und Werkstoffeinsparnis.
Wir von Drabus sind Ihr kompetenter Partner mit langjähriger Erfahrung auf dem Gebiet Fließformen. Sie haben noch Fragen? Wir beraten Sie gerne.


